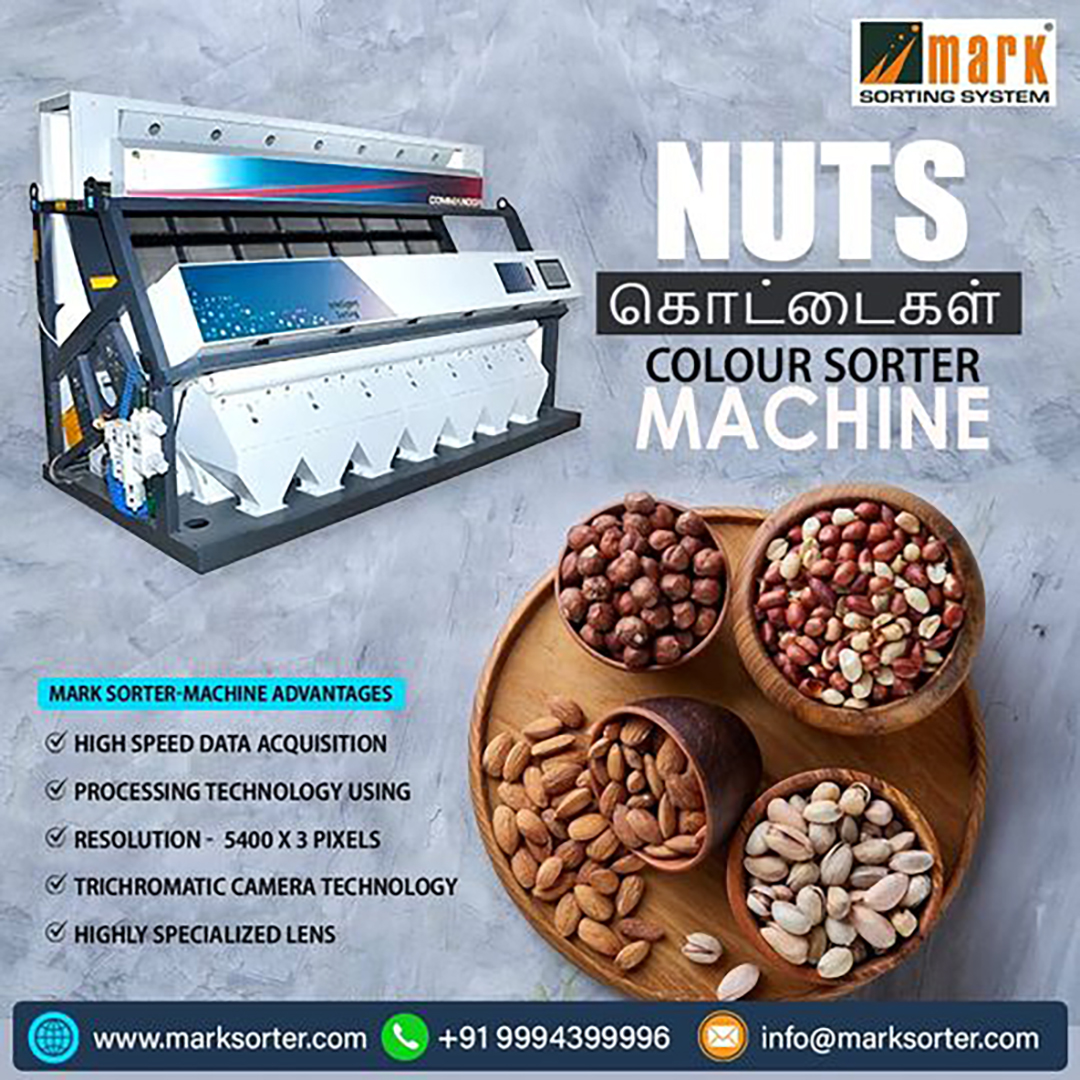
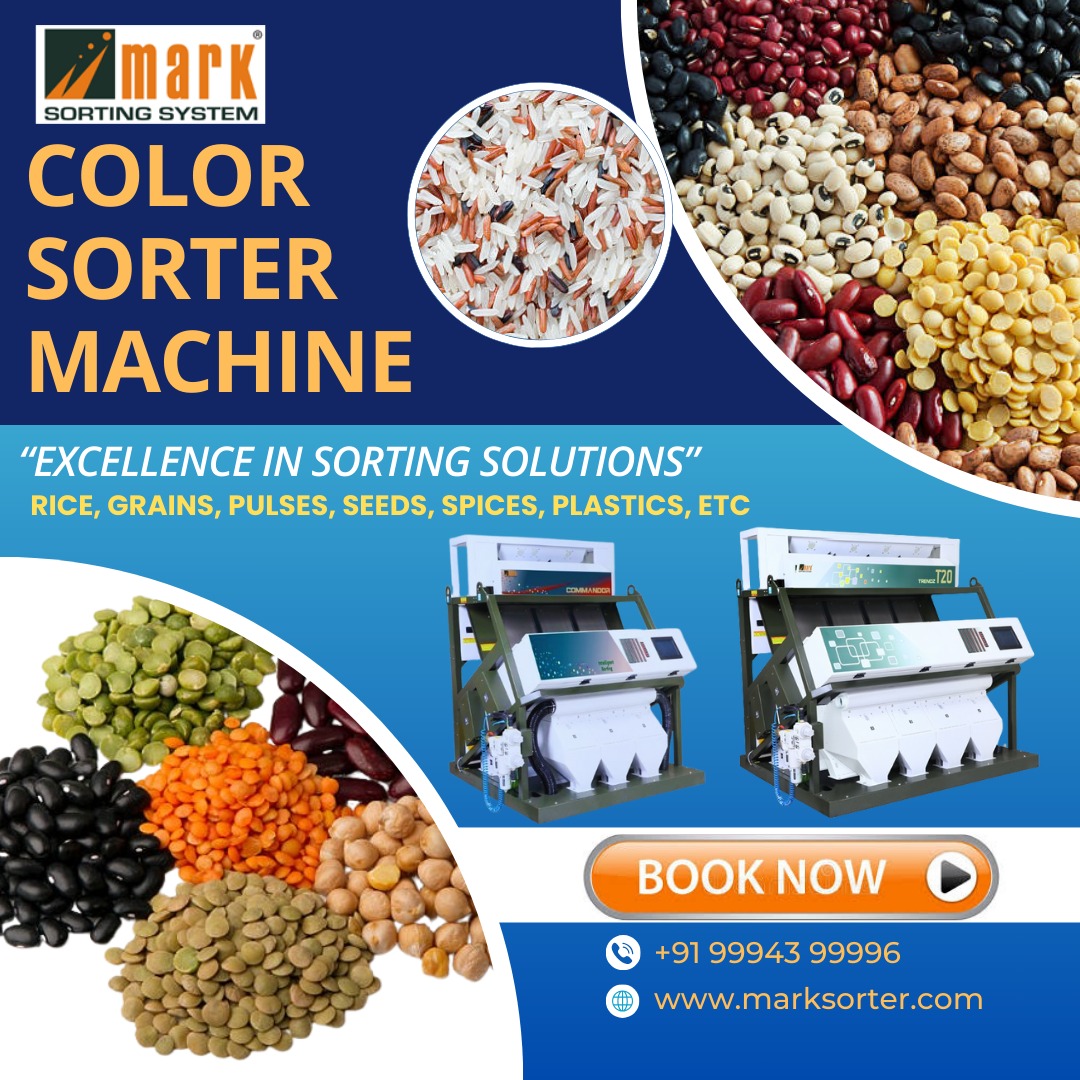
A Color Sorter Machine- is an advanced device used primarily in industries to separate products based on their colors. Utilizing high-resolution cameras or sensors, the machine scans and identifies objects as they move through the system. It detects variations in color and swiftly removes defective or foreign materials by triggering an ejection system, ensuring only uniform and high-quality products pass through. These machines are widely used in food processing, agricultural sectors, and other industries for sorting grains, pulses, nuts, and seeds, enhancing product quality, reducing waste, and improving efficiency.
Identify your machines using the process flow classification. For better understanding and differentiation, detailed technical specifications, functioning descriptions, input and output result examples, and much more are presented.
Increased Your Product Efficiency
Increases High-Quality Sorting
Improved Accuracy of Acceptance & Rejection
Enhanced Quality Control
Increased Your Productivity
Waste Reduction
Versatility & Affordable Cost & Tax Reduction
Potential Cost Savings & Time Saving
Lightning Speed & Easy to Handle Machines.
High Tech Image Scanning Capacity- You Get Accurate Color Sorters
We’re Certified company, an end to end service providers and established management team.